




产品别名 |
波纹管制管机 |
面向地区 |
全国 |
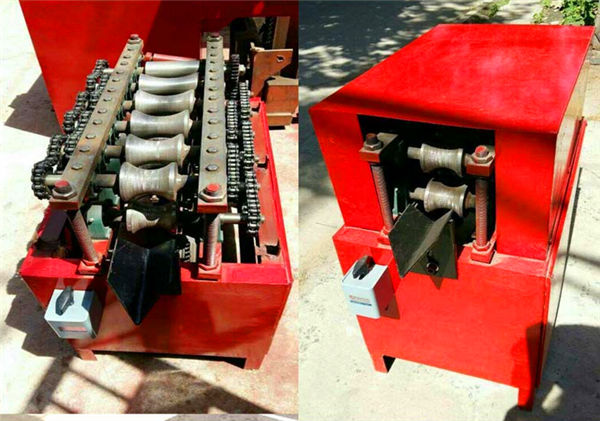
漳州波纹管卷管机现货供应

一、制管机是生产预应力混凝土预留孔道金属波纹管的设备,采用镀锌或冷轧钢带(黑带)卷制成双波形经咬边扣压而成波纹管。
本机体积小、、操作维护简单。可随意更换模具,适合各种型号的波纹管。齿轮传动噪音低,传送稳定。
制造大国,近年来受良好的国内环境和利好政策的影响,我国的阀门行业取得了突飞猛进的发展,同时也面临着激烈的竞争和严峻的挑战。传统的通用阀门以手动为主,人工成本比较高。自控产品牵涉节省人工成本,实现智能化控制,从而降低企业生产成本。总经理季煜程表示,气动产品,控制阀,执行器是滨特尔控制的主要经营产品,而滨特尔的质量理念也正好满足控制化自动元件的控制简单反应快速本质安全等相应的要求。自动化技术的运用,使得公司产品与市场上的传统阀门相比取得一定的优势。截止目前,滨特尔控制已经通过了ISO00质量体系认证欧盟CE可客户的长期供应需求


二、工作流程及工作原理原料
(钢带)→清洗槽→导带架→成形轧辊→缠绕模头→咬边扣压→成管→切割。
工作原理:将0.23~0.4×36±0.5钢带进入含乳化油的水槽;在过导带架,控制钢带偏向;进入四组成形轧辊,压模成双波呈半圆(加强筋),左侧向上折,右侧向下折的形状;再缠绕于模头上,经翻边轮挤、压边轮压,使向上折和向下折边紧扣让直齿压花轮压痕,双边咬合后,经压紧轮压实即形成紧密相扣的波纹管。连续卷成延伸至达到合乎要求的长度,当管端接触行程开关时,主电机会自动停下;然后用切割机切断即完成一根管的制作。再起动主电机作下一根波纹管。
三、调整、操作要领、成管本机出厂时成形轧辊经过技术人员调试好;调整时请勿把弹簧顶杆压太紧, 造成螺距太小, 并造成压力过大,使电机负荷过重影响效率,长时运作还易烧电机。
1、成形轧辊压出钢带左侧向上折边顺直切入螺旋套舌口根部,与螺旋形成同一角度。
2、螺旋套的位置:舌口应在模头圆弧高点;当模头旋转时与模头之间无严重摩擦。
3、缠绕钢带时,初学者好是用手盘皮带轮进行缴钢带咬扣。
4、翻边轮放置:轮尖接触模头的位置应距螺旋套舌口2mm,调整时请勿太用力,以免轮尖挤压钢带压裂。
5、 压边轮紧贴钢带,使钢带上、下折边沿着翻边轮与压边轮之间滑走扣紧,调整压边轮也勿需太大力,以免易压裂或压蹦翻边轮。
6、 压花轮与直齿轮:应根据折扣边的角度,放置轮走向与边的角度应基本一致;调整时以压紧、有明显压痕即可。
7、 压紧轮:根据扣好压边的边沿,角度稍微向右摆,力度以手力扭紧,出管时再根据情况调节。
8、 调节翻边轮、压边轮伸缩叉及压花轮、压紧轮推进筒的力度尽可能不使用扳手来旋扭,以免造成受力过大或不均时顶主轴变形。9、接驳钢带:a:钢带接头处以剪斜(约30°角)口为佳,两端搭接约3~4厘米并对齐两边,用6~8kw点焊机点焊,点位以距钢带边3毫米及中心点,焊8~9个点为宜。b:手工接钢带时接头口要剪平,并剪掉尖角(5×45°),然后折约5mm长度,两边接头对扣并锤平紧贴,把固定弹簧两端的螺杆松开,穿好钢带后在上紧,此接法再过轧辊时要缓慢,切忽快速以免脱扣。
张家界波纹管机械设备品质好

四、常见故障及处理方法
本机易见的故障主要在制管中管内径增大,看或摸螺旋套底部折边螺旋套边沿,再用卡尺量内径确认。
原因主要有以下几点:
1、 成形轧辊箱固定角度不对。处理方法:调整至与螺旋套螺旋相对顺直切。
2、 压边轮、翻边轮角度或松动移位。处理方法:调整角度。
3、 压花轮及压紧轮角度、调整力度不良。处理方法:适当调整两轮的角度及力度。
● 厦门波纹管机械设备厂家价格:http://www.huangye88.com/gongcheng/88-0121nna3a887fb.html








